Longpack – Factory Tour
Longpack is a big printing company, with roots in the packaging and book printing business. Now they want to move into games. They point to the expertise, hardware and the contacts they’ve built doing print contracts for the biggest companies in the world as proof that they can handle your next game.
My tour guides at Longpack were Ning Pan and Charles Kong. Ning is a company higher-up, enthusiastic to get Long into board game printing. Charles was a recent transfer to the company from Shanghai General Motors. He was enthusiastic for the chance to bring his industrial design experience to bear on making injection-molded plastic parts for games.

Charles and Ning
Longpack has been in business since 1999, with a focus on packaging and book printing. They say they’ve been watching the success of Panda for the last 4 or 5 years, and want a piece of that action. They’re coming from a similar background (growing out of an established printing company), giving them many of the same strengths, starting up.
The tour starts in their Computer-To-Plate printing room, where the metal master plates for their offset printers are made. Mostly, this room looks like every other CTP rig I’ve seen so far. One change hints at the added efficiency needed for Longpack’s CTP to keep up with the rest of their sprawling factory complex: They’ve rigged a feed between the plate printer and the rinsing machine. The graphic designer doesn’t have to leave her desk to move the plate from one machine to the other.

Computer To Plate: The Print & Rinse line

Printing plates, hot off the CTP press and stacked up ready for use.
From there, we step out into a half-football-field sized room of offset-printing stacks. Walking through here, you see boxes being made for products you’ve actually used. I saw brands of toothpaste I’d brushed with, breakfast cereals I’d eaten, and more. Longpack regularly turns out hundreds of thousands of cardboard boxes for the largest companies in the world.
Also, their printers include longer rigs than the industry-standard 4-color printers. Their biggest rig is a 6+1 tower printer. So it could do 6-color printing for especially vibrant tones. Then the +1 station could add spot gloss. Or you could use it to add a pantone shade, if you had a color that had to match your brand perfectly.

The 6+1 monster offset printer.
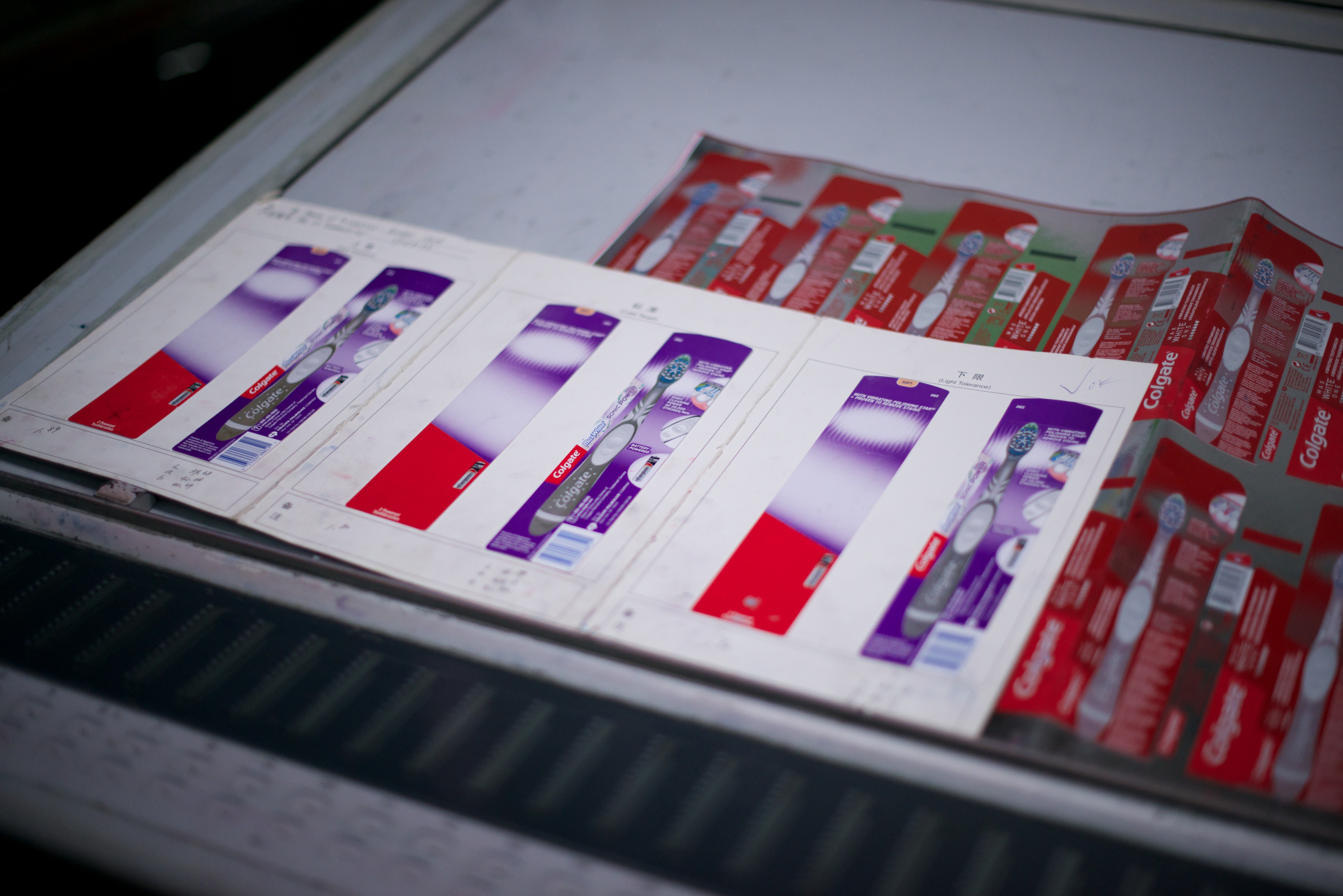
Print proofing with a three-up: The two sides show the lightest and darkest prints that are within tolerance. The one in the middle is juuust right.

Longpack uses digital tools to check that colors are being printed within tolerances.
Come out the other side of the print floor, and you arrive in a room of assorted machines to do specialized tasks at a rate of thousands of boxes per hour. They had a couple different truck-sized die-cut machines that could keep up with the rate their offset printers turned out boxes. Another machine for folding together and glueing boxes at a similar pace. A little manual foil-embossing machine nestled between those two.

A foil stamping machine.
Actually, most of these machines other than the printers WOULDN’T be used in board game production: They’re specced to work (very quickly) on thinner grades of cardstock than the 2mm chipboard most boardgame boxes, boards and punchboards are made from. To see the machines that are going to turn out your laminated chipboard components, you take a drive to Longpack’s boxmaking workshop.

This monster die-cut machine stamps through 10 sheets of cardstock a second.

Racks of stored dies for cutting.

A die, shown atop the print it will cut.
But it’s good knowing that the machines are there. If you wanted to do something exotic with your box inserts, anything from having a printed insert to a cellophane window, they’ve likely got the tool for the job. Longpack’s wide variety of specialized packaging machines should make it possible to really stretch the bounds of game inserts and packaging, if you’ve got the budget and the will to go that extra mile.
The boxmaking workshop might be of the highest interest to game manufacturers. This is where Longpack die-cuts, laminates, and folds chipboard. In other words, this is where your game boxes and your punch-boards of tokens are made. The machines here are heavier duty. They don’t run nearly as fast as the 6,000 die-cut-an-hour monsters back in the packaging workshop, but they’ve got the force needed to do their job on the 2mm chipboard that’s industry standard for game boxes and tokens.
Die-cut chipboard box tops, ready to pop out, fold, glue, and label.
Side note: What we call “chipboard” in the industry, Chinese printers call “greyboard”. I find their name more descriptive, actually. Anybody else want to swap to the Chinese term for this one?
The bindery is the third of Longpack’s workshops, allowing them to turn out staple-folded booklets (like most boardgame rulebooks) up to hardback books. When I point out that they can do hardback books, as a board game publisher, that means to you that they have the tools and expertise in house for the folding game board itself. The techniques and tools for a hardback book cover and a folding game board are essentially the same.

Handback faces, like a game board, get labels glued atop greyboard sheets. Here we see a screen printer being used to put a thin, controlled layer of glue onto the second face of a handback.

After glue-down, the hardbacks are run between rollers, giving the label a final squeeze onto the glue & greyboard, and removing any bubbles.

Stacks of pages go into one side of this machine. Folded & staple-bound booklets come out the other side. This is the machine that’s going to make your boardgame’s rulebook.

A laminating machine in the bindery.

Longpack keeps many lamination options on hand, from gloss to matte.
Upstairs from the main bindery floor and its monster machines is a floor set aside for manual labor, with multiple assembly lines. Ning points out that this is where they’d do the final assembly of a board game. Like other printers’ assembly lines I’ve seen, it’s basically a table with a rolling belt on it that carries the work past. For game assembly, that would mean a worker at each station with shelves full of each component to put in the box. One person might toss in the bag of dice as the game rolls past, another the punchboards, and so on. A scale at the end of the table serves as a quick sanity check to make sure nothing was left out.

Assembly lines on the manual work floor of the bindery.
There have been smaller manual-work tables near the big machines in every other workshop. Sooner or later, a customer will ask for something that Longpack doesn’t have a schoolbus-sized machine to do at 10-copies-a-second. For that eventuality, there are tables scattered here and there, one for every few big machines, each with a few workers around them.

A table for hand work. This time it’s gluing codexes into hardbacks, for a non-standard book size.
So that’s the impressive range of what Longpack can do in-house: Boxes, inserts, staple-bound rulebooks, game boards, punchboards of tokens, final assembly and shrink-wrap. Looking at just what this factory complex can and can’t do without shopping parts of the job out is a reminder of the demands that game publishers put on our printers. Even with three giant “workshops” of highly specialized machines, Longpack still will need to shop out many parts of a game printing job: Injection molded plastic parts, vacuum-formed plastic liner trays, dice, wooden bits and meeples. Even something as close to their business as cutting decks of cards they’d send to an outside shop. When we send in the specs for a game with more than a few parts, we’re nearly always actually getting the work of a few different factories.
Overview: Strengths I saw in Longpack:
- Longpack is coming from an extensive background in printing, with the ability to do a wide variety of parts in-house.
- They’re big, with presses that will turn out thousands of prints in an hour, yet they’re hungry enough to get into this business to accept order sizes as low as 1,000 copies.
Things I’d give extra attention to in dealing with them:
- Drying: Longpack showed me a single drying room, slightly higher tech than ones I’d seen at smaller game presses, for their entire campus. And that’s a big campus. I asked them if they had more, and if one room could service all their drying needs during the rainy season (June/July). They shrugged off the question a bit, saying that most jobs only needed a few hours in the drying room, and that if they needed to they could turn other rooms into drying rooms or even get additional space for drying by working out a deal with other printers in town. If your game is going to print near the rainy season, I’d make sure to include guarantees on drying time in the contract, to make sure that it gets the attention it deserves.

Longpack’s drying room, with a standing dehydrator and heat lamps.
- They’re well positioned to get into this business, but they’re really new, and China doesn’t really have a boardgame playing culture, outside the HKSAR. Concepts and terms that you assume any boardgame player (and certainly a boardgame factory) would know, they’re just now learning. I had the pleasure of introducing them to the idea of a ‘meeple’. The idea of mass manufacturing painted 2D wooden game pieces as a standard component was new to them. While these guys have their process and quality control for printing to cardboard down, if you’re reading this soon after I write it, (July 2013) you may find gaps in their knowledge of some components common to the boardgames industry.


You read all the way past the footnotes? Have a bonus picture. This is a sample of an embossed label, ready to be glued down to packaging inside the boxmaking workshop. Another 3D effect they had on display in the bindery was stamping into the greyboard, leaving the impression of a seal under a cloth cover. Click on the picture for a higher resolution view to appreciate the detail.
Edited: 28MAY15: Updated link to Longpack’s new website.